Директен ровинг за LFT



Директен ровинг за LFT
Директният ровинг за LFT е покрит с оразмерител на базата на силан, съвместим с PA, PBT, PET, PP, ABS, PPS и POM смоли.
Характеристики
●Ниска степен на размазване
●Отлична съвместимост с многослойна термопластична смола
●Добро свойство за обработка
●Отлични механични свойства на крайния композитен продукт

Приложение
Той се използва широко в автомобилната, строителната, спортната, електрическата и електронната промишленост.

Списък с продукти
| Елемент | Линейна плътност | Съвместимост със смола | Характеристики | Крайна употреба |
| BHLFT-01D | 400-2400 | PP | Добра почтеност | отлична обработка и механични свойства, изчезнал светъл цвят |
| BHLFT-02D | 400-2400 | ПА, ТПУ | Ниско размазване | отлична обработка и механични свойства, проектирани за LFT-G процес |
| BHLFT-03D | 400-3000 | PP | Добра дисперсия | специално проектиран за LFT-D процес и широко използван в автомобилните, строителните, спортните, електрическите и електронните приложения |
| Идентификация | |||||
| Вид стъкло | E | ||||
| Директно ровинг | R | ||||
| Диаметър на нишката, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Линейна плътност, текс | 16 | 14 | 17 | 17 | 19 |
| Технически параметри | |||
| Линейна плътност (%) | Съдържание на влага (%) | Съдържание на размер (%) | Якост на скъсване (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
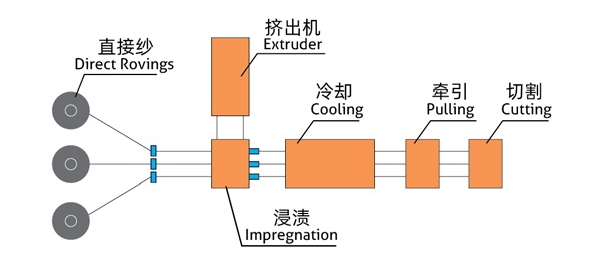
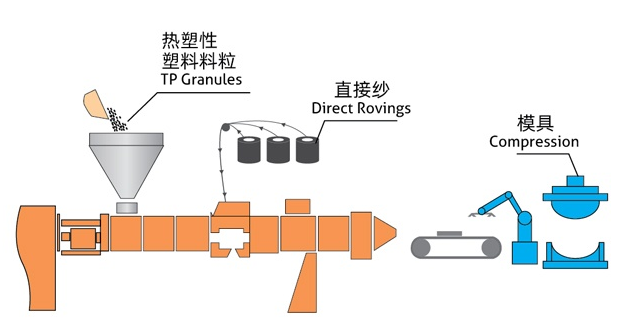
LFT процес
Полимерните пелети LFT-D и стъклената ровинг лента се въвеждат в шнеков екструдер Atwin, където полимерът се стопява и се образува компаунд. След това разтопеният компаунд се формова директно в крайните части чрез шприцване или компресионно формоване.
LFT-G Термопластичният полимер се нагрява до разтопена фаза и се изпомпва в матрицата. Непрекъснатият ровинг се прокарва през дисперсионна матрица, за да се осигури пълното импрегниране на стъклените влакна и полимера и да се получат консолидирани пръти. След охлаждане прътът се нарязва на подсилени пелети.